

Осмотр контролируемой поверхности и обнаружение дефектов



Согласно ГОСТ Р 56512-2015 Контроль неразрушающий. Магнитопорошковый метод. Типовые
технологические процессы:
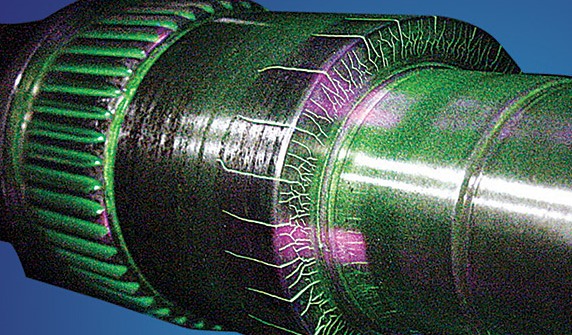
Признаки дефектов как длина индикаторных рисунков дефектов и их расположение измеряют линейкам, угольниками, кронциркулями, из немагнитных материалов, оптическими приборами (лупы, микроскопы, эндоскопы): трещины, расслоение, несплавление -выявляются в виде удлиненных, тонких индикаторных рисунков в виде валиков магнитного порошка; объемные дефекты (поры, раковины, включения выглядят как округлые индикаторные рисунки; под поверхностью дефекты зачастую имеют неявное осаждение порошка. При нечетких индикаторных рисунках проводят повторный МПД контроль.
Освещенность рабочего места дефектоскописта при магнитопорошковом методе при использовании черных и цветных нелюминесцирующих магнитных порошков или суспензий колеблется в пределах 1000 — 1500 люкс.
Осмотр объектов контроля суспензией с люминесцентным магнитным порошком делают с использованием ультрафиолетового облучения. Длина волны ультрафиолета 315 до 400 км с максимумом излучения примерно 365 нм. Освещенность зоны контроля видимым светом не более 20 лк.
Рабочее место при магнитопорошковой дефектоскопии рекомендуется оснащать отбракованными деталями контроля с известными дефектами и дефектограммами, в соответствии с приложением Г. 14.13 ГОСТ Р 56512-2015 Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы