Контроль поковки и отливки

УЗК контроль отливок и поковок от 800 руб. за штуку
Стоимость услуги ультразвукового контроля:
|
|
Услуга УЗК контроля |
Ед. изм. |
кол-во |
цена за ед. |
|
1 |
Контроль сварных швов трубопроводов диаметр, мм, до 36, стенка до 8 мм |
1 стык |
1 |
400 |
|
2 |
Контроль сварных швов трубопроводов диаметр, мм, до 65, стенка до 14 мм |
1 стык |
1 |
400 |
|
3 |
Контроль сварных швов трубопроводов диаметр, мм, до 114, стенка до 28 мм |
1 стык |
1 |
400 |
|
4 |
Контроль сварных швов трубопроводов диаметр, мм, до 159, стенка до 24 мм |
1 стык |
1 |
450 |
|
5 |
Контроль сварных швов трубопроводов диаметр, мм, до 219, стенка до 24 мм |
1 стык |
1 |
500 |
|
6 |
Контроль сварных швов трубопроводов диаметр, мм, до 273, стенка до 24 мм |
1 стык |
1 |
550 |
|
7 |
Контроль сварных швов трубопроводов диаметр, мм, до 377, стенка до 40 мм |
1 стык |
1 |
700 |
|
8 |
Контроль сварных швов трубопроводов диаметр, мм, до 465, стенка до 40 мм |
1 стык |
1 |
1000 |
|
9 |
Контроль сварных швов трубопроводов диаметр, мм, до 550, стенка до 40 мм |
1 стык |
1 |
1200 |
|
10 |
Контроль сварных швов трубопроводов диаметр, мм, до 720, стенка до 40 мм |
1 стык |
1 |
1400 |
|
11 |
Контроль сварных швов трубопроводов диаметр, мм, до 920, стенка до 40 мм |
1 стык |
1 |
1800 |
|
12 |
Контроль сварных швов трубопроводов диаметр, мм, до 1220, стенка до 40 мм |
1 стык |
1 |
2000 |
|
13 |
Контроль сварных швов конструкций и оборудования |
1 п. метр |
1 |
600 |
|
14 |
Контроль УЗК основного металла оборудования, стенка до 14 мм |
1 м2 |
1 |
1800 |
|
15 |
Контроль УЗК основного металла оборудования, стенка до 30 мм |
1 м2 |
1 |
2000 |
|
16 |
Контроль УЗК основного металла оборудования, стенка до 60 мм |
1 м2 |
1 |
2500 |
|
17 |
Ультразвуковая толщинометрия сварных соединений оборудования и основного металла |
1 точка |
1 |
400 |
Объекты контроля (области аттестации):
1. Оборудование, работающее под давлением.
1.1. Паровые котлы, котлы бойлеры, автономные пароперегреватели, экономайзеры
1.2 Пароводогрейные, водогрейные котлы.
1.3 Энерготехнологические котлы: паровые - водогрейные, а также содорегенерационные котлы.
1.4 Котлы утилизаторы (паровые и водогрейные)
1.5 Котлы передвижных и транспортабельных установок
1.6 Котлы паровые и жидкостные, работающие с высокотемпературными органическими и неорганическими теплоносителями.
1.7 Электрокотлы.
1.8 Трубопроводы пара и горячей воды.
1.9 Сосуды, работающие под избыточным давлением пара, газов, жидкостей.
1.10 Баллоны, предназначенные для сжатых, сжиженных и растворенных под давлением газов.
1.11 Цистерны и бочки для сжатых и сжиженных газов.
1.12 Цистерны и сосуды для сжатых, сжиженных газов, жидкостей и сыпучих тел, в которых избыточное давление создается периодически для их опорожнения.
1.13 Барокамеры
7. Оборудование металлургической промышленности.
7.1 Металлоконструкции технических устройств, зданий и сооружений.
7.2 Газопроводы технологических газов.
7.3 Цапфы чугуновозов , стальковшей, металлоразливочных ковшей.
8. Оборудование взрывопожароопасных и химически опасных производств.
8.1 Оборудование химических, нефтехимических и нефтеперерабатывающих производств, работающее под давлением до 16МПа.
8.2 Оборудование химических, нефтехимических и нефтеперерабатывающих производств, работающее под давлением свыше 16МПа.
8.3 Оборудование химических, нефтехимических и нефтеперерабатывающих производств, работающее под вакуумом.
8.4 Резервуары для хранения взрывопожароопасных и токсичных веществ.
8.5 Изотермические хранилища
8.6 Криогенное оборудование
8.7 Оборудование аммиачных холодильных установок
8.8 Печи и котлы ВОТ, энерготехнологические котлы и котлы утилизаторы.
8.9 Компрессорное и насосное оборудование
8.10 Центрифуги и сепараторы
8.11 Цистерны, контейнеры (бочки), баллоны для взрывопожароопасных и токсичных веществ.
8.12 Технологические трубопроводы, трубопроводы пара и горячей водыю.
11 Здания и сооружения (строительные объекты)
11.1 Металлические конструкции.
Дефекты: узк раковин; узк закатов; узк флокенов; узк расслоений; узк неметаллических включений.
Дефекты прокатанного и кованого металла
Трещины в детали бывают одиночные , группы трещин, бывают направленные трещины или беспорядочные, глубины достигают 11-16 мм.

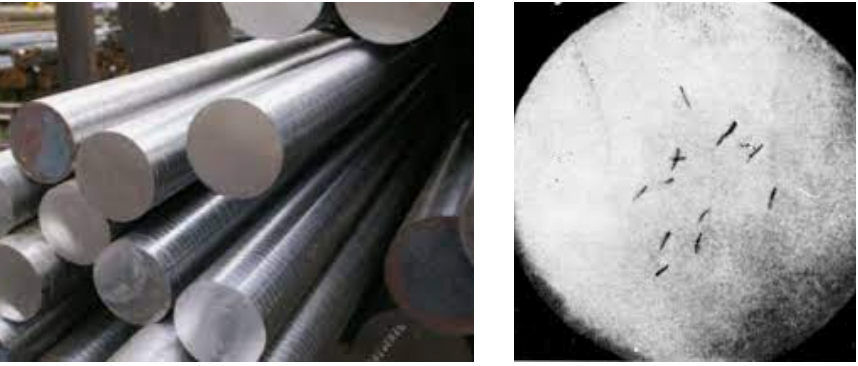
Флокены- выявляются как волосные трещины , имеющим кристаллическое строение стенок, они образуются в толстом прокате и поковках ( с диаметром более 30 миллиметров) из стали перлитного и мартенситного классов. Флокены выглядят как пятна круглой или овальной формы ( серебряно-белого блестящего окраса (хлопья), на макро и микро шлифах - в виде прямых (извилистых, зигзага образных линий) от 0,1 мм до 10-16 мм. В изделиях диаметром менее 25-30 мм флокены не обнаруживаются, так же как и в сталях аустенитного класса. Флокены образуются обычно в средней части проката, и вызваны присутствием водорода , не успевающего выделиться из металла при быстром охлаждении. Важно! Детали с флокенами при дальнейшей закалке -растрескиваются!!!

Волосовина в металле - мелкие внутренние или выходящие на поверхность трещины, возникающие вследствие прокатки или ковки металла , состоящие из газовых пузырей и неметаллических включений. Обычно направлены вдоль волокон металла . Включения типа шлака и песчаных элементов при прокатке ( ковке) не способны деформироваться (не пластичны) и при обжатии детали проката или ковки - распадаются на большое число обломков с острыми краями , при процессе вытяжки металла - данные включения образуют цепочки вдоль волокон, достигающие до 20-30 миллиметров длины , а иногда 100-160 мм. (Встречаются во всех конструкционных сталях).

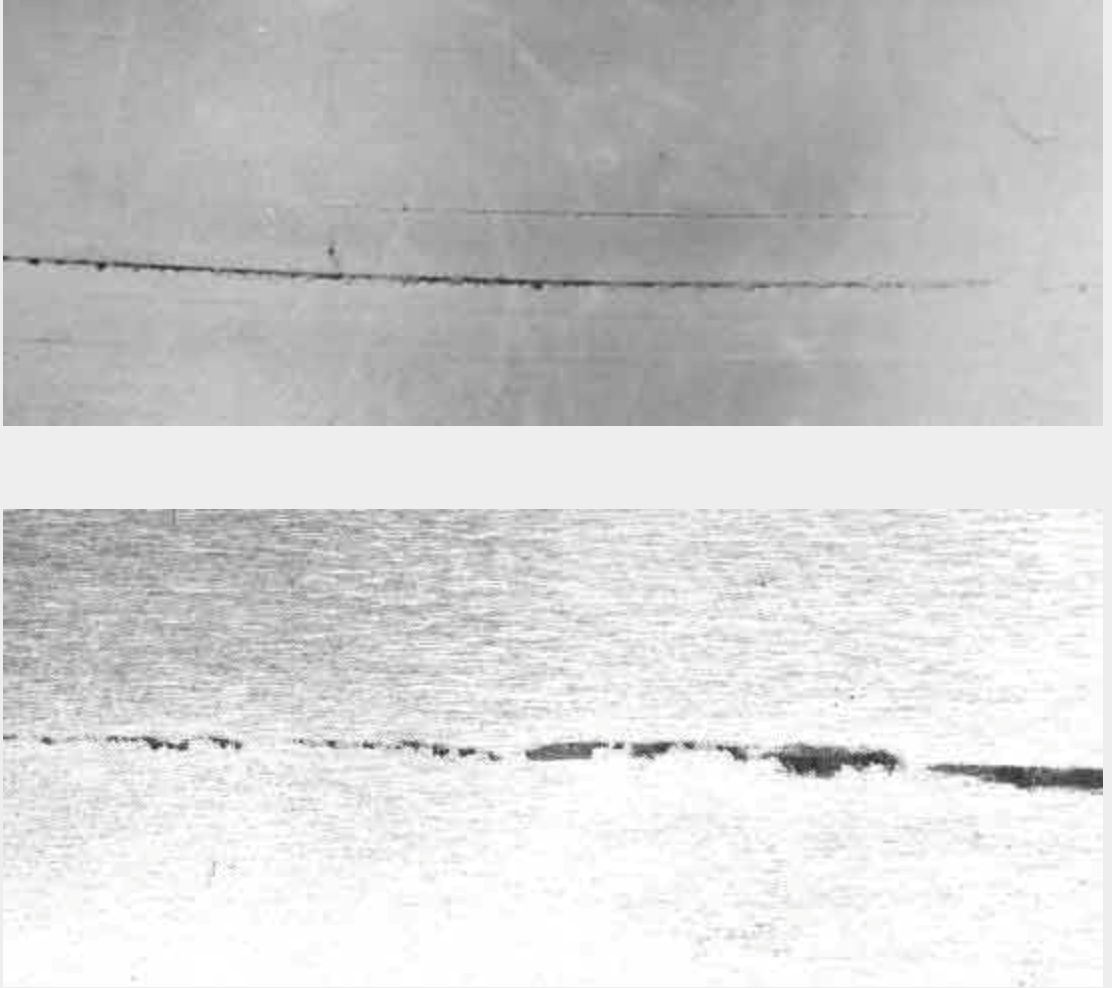
Расслоения - дефекты несплошности внутри прокатанного металла в виде раскатанных крупных дефектов ( усадочные раковины , пористость в результате усадки, скопление пузырей и неметаллических включений) Расслоения обычно располагаются параллельно плоскости проката и как результат раскатанные неметаллические включения образуют прослойки , разделяющие лист - профиль на две и более частей.


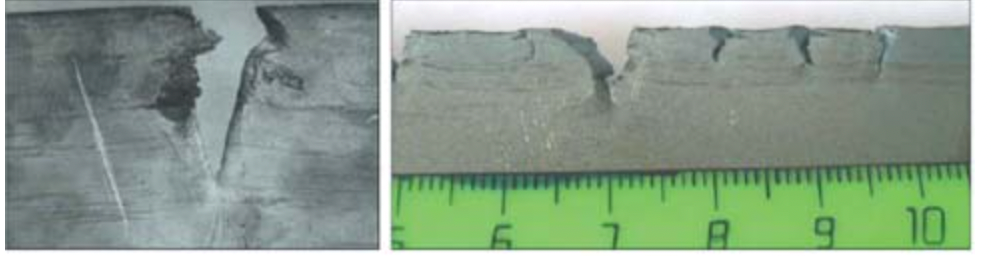
Внутренние разрывы - крупные разрушения сплошности внутри заготовки , которые периодически повторяются по длине заготовки. Разрывы (поверхности излома ) имеют крупнокристаллический характер. Разрывы образуются в под действием разных сил растяжения внутренних и внешних слоев прокатываемой малопластичной заготовки. Разрывы в начальной стадии прокатки, в результате дальнейшего растяжения могут превращаться в расслоения.

Рванины- это разрывы и надрывы металла разной формы с рваными краями, чаще всего находятся на кромках листов и профилей. К подобных дефектам склонны высоколегированные стали с крупнозернистой структурой.
Закат/ Закова - вдавленные закованные заусенцы ( бугорки) на поверхности металла в результате предыдущей операции прокатки (слитка ) через калибр прокатного стана , и металл заусенца не сваривается с основной массой проката. Закат заусенца похож на продольную трещину , закат от бугорка похож на плену с кривым незамкнутым контуром.

Плена -тончайшие плоские отслоения на поверхности прокатного и кованного металлов, имеющие вид «языка» размером от мелких чешуек и до 100 миллиметров и более по длине и ширине. Толщина плен варьируется от 0,1 мм до 4-6 мм. Причиной образования плен являются плохая раскисленность и пузырчатость металла, нарушение режимов прокатки ( нарушенная калибровка, насечка валков, образование заусенцев и рванин в самом начале закатки)

Дефектоскопистом УЗК контроля определяются характеристики дефектов поковок и отливок:
- расстояние до преобразователя;
- эквивалентный размер или площадь;
- условные границы и (или) условную протяженность.
При необходимости выполняют классификацию дефектов на протяженные и непротяженные и определяют их пространственное местоположение.
Метод контроля: «ГОСТ 24507-80 Контроль неразрушающий. Поковки из черных и цветных металлов"

Дефекты: узк раковин; узк закатов; узк флокенов; узк расслоений; узк неметаллических включений.
Дефектоскопистом УЗК контроля определяются характеристики дефектов поковок и отливок:
- расстояние до преобразователя;
- эквивалентный размер или площадь;
- условные границы и (или) условную протяженность
При необходимости выполняют классификацию дефектов на протяженные и непротяженные и определяют их пространственное местоположение.
Образец акта (протокола) по ультразвуковом контролю:

Оборудование для ультразвукового контроля поковок и отливок:
1. Дефектоскопы или программно-аппаратный комплекс

2. Преобразователи ПЭП, ЭМАП, нестандартизованные преобразователи, многоэлементные, аттестованные и калиброванные по ГОСТ Р55725.

3. Меры или настроечные образцы НО